Cum se sudează o țeavă sub spațiu liber. Cum se sudează o cusătură de tavan
Acum despre regulile la sudarea rădăcinii.
Dacă încalci cel puțin una dintre ele, nu te poți baza pe o rădăcină pură, de înaltă calitate.
Tocitura 2 mm(puțin mai mult este mai bine decât mai puțin).
Nu ar trebui să existe vânt sau curent de aer în conductă(chiar și o adiere ușoară sunt pori).
Locuitorului îi este foarte frică de apă, electrozii sunt uscați(țeava este, de asemenea, caldă și uscată).
Curentul de sudare nu trebuie să fie mare(deranjează structura metalică și porii).
Arc scurt(atingeți ușor bazinul de sudură cu stratul de acoperire, foarte ușor).
Degajare corectă(depinde de grosimepereții țevii și metalul din care este realizată țeava).
Pregătirea mulinetei.
Pentru a evita repetarea, citește articolul: CUM SE SUDĂ O articulație curată pentru lumină. Am pregătit bobina, am stabilit distanța la 2,6 mm (cu un electrod căptușit). Luăm, de preferință, suporturi lungi de 15 mm. Teava 219. Grosimea peretelui 8mm. Aceasta este cea mai ușor țeavă de învățat.
Să începem să gătim rădăcina.
Este mai bine să înveți din mers. Gatiti verticala, la inceput este cea mai simpla. Stați confortabil, electrodul este perpendicular pe țeavă și electrodul este îndreptat spre axa țevii sau ușor ridicat. Să-l ridici este și mai bine.
Aprindeți un arc, curentul este corect, (a se citi: CUM SE SUDĂ O articulație curată pentru degajare) arc scurt, topește tocirea și vei avea începutul unei cusături curate între țevi. Gătiți încet, cu grijă, CURENTUL ESTE MIC, METALUL ESTE VÂSCOS. Veți vedea că tocitura topită formează o fereastră pe ambele părți. Această fereastră se numește fereastra tehnologiei.
LA SUDĂR O RĂDĂCINĂ, FEREASTRA TEHNOLOGICĂ ESTE CEL MAI IMPORTANT LUCRU PENTRU SUDOR. Folosind fereastra tehnologică, sudorul are o idee despre penetrarea, lățimea și înălțimea pătrunderii (cusătura de sudură din interiorul țevii, cunoscută și sub numele de penetrare). În general, fereastra tehnologică indică dacă există sau nu pătrundere.
PROVARUL SE NUMESC FUSIONAREA BORCHIILOR TĂIEI ȚEI (tăierea unei țevi este o teșire și tocirea în cazul nostru).
Bobina nu trebuie să fie mai lată de 20 cm, astfel încât să fie convenabil să se examineze cusătura (penetrarea) în interiorul țevii. O bobină îngustă se va încălzi rapid și absorbția căldurii nu va funcționa corect.
După ce a fiert puțin, vedeți ce se întâmplă, faceți ajustări și încercați să gătiți în continuare. Nu te urca pe tavan până nu înveți cum să sudezi cu încredere o verticală, crede-mă, se va înrăutăți. După ce ați învățat să gătiți cu încredere o verticală, veți ști ce să cereți de la tavan și apoi de la ieșirea din tavan către verticală. Poziția cea mai de jos este cea mai dificilă, învață să o gătești ultimul.
Când sudați rădăcina, rețineți că șiragul mare din spate este predispus la pori interni. Rola mare de retur durează mai mult să se răcească și are timp să reacționeze cu mediul extern. Și dacă există și vânt sau un curent de aer în conductă, aceasta este aproape o garanție a apariției porilor.
Când sudați o rădăcină, curentul trebuie să fie astfel încât metalul să se răcească (cristalizeze) în spatele dvs. în literalmente o secundă. Este mai bine să păstrați penetrarea (înălțimea cusăturii în interiorul țevii) în intervalul de la zero la un milimetru.
Cu o mică slăbiciune, nu veți avea pe ce să vă bazați și nu va apărea o fereastră tehnologică, ci o gaură în care metalul va curge necontrolat și va fi lăsat pe tavan.
Distanța ar trebui să fie de la 1 mm la 2 mm, în funcție de grosimea peretelui. În cazuri extreme, 2,5 mm.Un decalaj mare este, de asemenea, aproape o garanție a porilor interni.
Și așa, am văzut o fereastră tehnologică, topim uniform tocirea pe ambele părți, cusătura de sudură se ridică. Ideea este că vezi în mod constant fereastra tehnologică, care este o garanție a pătrunderii. Dar fereastra nu va apărea singură; trebuie să vă folosiți toată abilitățile pentru a vă asigura că are întotdeauna același diametru. Și aceasta este în mod firesc penetrarea ta, va fi uniformă, aceeași înălțime și lățime. Apoi, în timp, veți învăța în mod natural să formați înălțimea rolei inverse, aceasta va veni de la sine.
Nu faceți diametrul ferestrei tehnologice mare, până la trei mm, nu este nevoie de mai mult. Tehnologia mare. o fereastră este și un por intern. Mai mult decat atat, porii sunt situati foarte insidios si nu par sa fie implicati in grosimea peretelui tevii in sectiune, dar pe film sunt vizibili foarte clar si natural: reparatii. Voi încerca să descriu într-o imagine locația obișnuită a porilor din rădăcină.

Dacă nu puteți face acest lucru, acordați atenție în primul rând puterii curente (nu discutăm despre asamblarea corectă a bobinei, totul trebuie să fie perfect). Dacă curentul este mic, nu veți vedea fereastra tehnică; dacă curentul este mare, nu va fi o fereastră, ci o gaură în care metalul se va repezi.
Cu un curent mare, nu este nevoie să faceți diverse mișcări inteligente care sting curentul, doar scăpați curentul pe arc (balast, chitară). Dacă totul este corect, rădăcina se gătește foarte ușor. Gătiți, vedeți ce se întâmplă, faceți ajustări în cap și încercați (exersați). Apoi, când ajungi la verticală, încearcă tavanul sau coboară treptat până jos și ridică-te.
Nimeni nu s-a născut încă sudor, dar există un adevăr: unii oameni îl obțin mai repede decât alții. Prin urmare, dacă nu o puteți face, nu vă descurajați și nu renunțați, probabil că veți găti mai bine decât cei care au prins rapid și s-au calmat.
Acum despre secrete.
Crede-mă, nu există. Sudorul are doar experiență personală. De aceea, împărtășim experiența noastră personală.
Când sudați rădăcina unei țevi cu un perete de 8 - 10 mm, este mai bine să o sudați imediat cu umplutura.Pentru un perete de 12 mm sau mai gros, umplutura va trebui sudată separat. Cursa electrodului seamănă cu un triunghi. De la margine la margine, ne-am uitat în fereastra tehnică (cu uitat, adică cu un electrod, am marcat fereastra tehnică), puțin înapoi și din nou de la margine la margine și în fereastra tehnică etc. Când treceți de la o margine la alta, nu topiți marginile teșiturii; acestea vă vor servi drept ghidaje atunci când sudați placarea.
Dar o astfel de mișcare nu va funcționa pe tavan; se va lăsa. De ce s-a lăsat, răspunsul este în articol: CUM SE SUDĂ O articulație curată pentru degajare. Deși, cine cunoaște capacitățile altora.
Pentru grosimi de 10 mm sau mai mult, gătiți în trei treceri. Rădăcină, umplutură, confruntare. Dar dacă trebuie să faceți un perete de 10 mm, îl puteți deșuruba în două treceri.
Este imposibil să reglați cursa electrodului, se schimbă în funcție de situație, principalul lucru este să respectați regulile, sudăm doar de jos în sus și nu aruncăm bazinul de sudură departe de protecția norului de gaz. Nu facem mișcări mari cu electrodul, nu mai mult de 5 mm.
După ce ați citit sfaturile, ar trebui să înțelegeți clar ce trebuie făcut și ce nu se poate face absolut. Orice altceva depinde de tine, încet, calm, atent; viteza va veni de la sine. Când eram tânăr, un sudor cu 35 de ani de experiență a spus: Învață să sudezi bine, se va dovedi rău de la sine.
Următorul pas în sudarea rădăcinii este să înveți să sudezi astfel încât să nu fie vizibil unde a pompat un electrod și a început celălalt. Cordonul de retur trebuie să fie lipsit de cratere (găuri în sudură) și fără lipsă de fuziune. Astfel încât să nu existe pori și pori statici la capătul electrodului.
Toate imaginile vor fi în secțiune transversală din lateral. Când lipiți țeava (fierbeți rădăcina), cusătura de sudură arată așa.
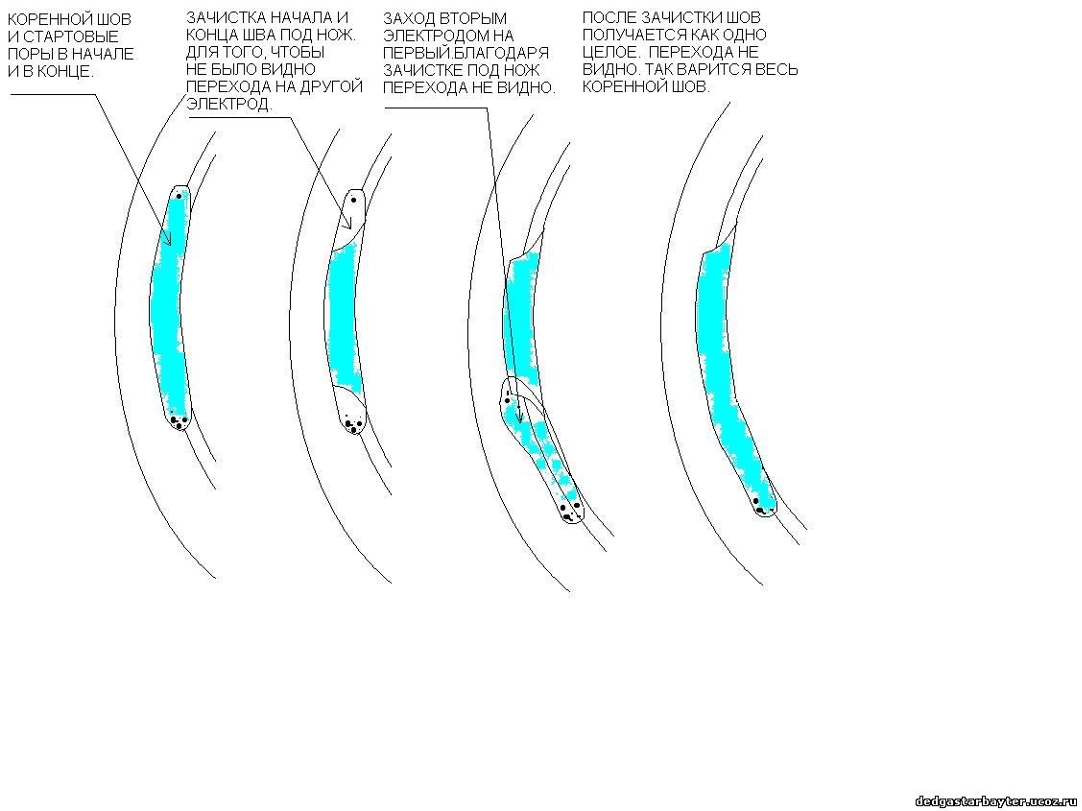
Vedeți că la începutul și la sfârșitul sudurii se formează pori - acesta este un proces inevitabil. Astfel de pori de pe film sunt o reparație. Nu vă bazați pe reparații, aceasta este o procedură foarte insidioasă. În timpul reparațiilor, este mai dificil să gătești din cauza diferitelor nuanțe. Veți înțelege acest lucru când veți începe să lucrați, va dura foarte mult timp pentru a explica. Nu credeți că totul poate fi reparat prima dată, sunt patru reparații și apoi îmbinarea este tăiată. Prin urmare, fă-ți timp, încet, fă-o bine de prima dată. Nu fi leneș să ridici un șlefuitor, este cel mai bun asistent al tău.
Să sudăm țeava 159, pas cu pas în secțiune.
Am asamblat îmbinarea conform tuturor regulilor, am prins-o în secțiune - s-a dovedit așa.

 Când sudăm, acordăm toată atenția la ceea ce se întâmplă în interior (pentru penetrare). La exterior, o râșniță ne va ajuta; începem să topim electrodul numai în zona de cusătură. După cum puteți vedea, rădăcina nu este nici măcar dificilă sa gatesti.Trebuie doar sa urmezi toti pasii si sa nu fii lene sa ridici masina de slefuit.Pentru cei care s-au săturat să ridice o râșniță după fiecare electrod.
Când sudăm, acordăm toată atenția la ceea ce se întâmplă în interior (pentru penetrare). La exterior, o râșniță ne va ajuta; începem să topim electrodul numai în zona de cusătură. După cum puteți vedea, rădăcina nu este nici măcar dificilă sa gatesti.Trebuie doar sa urmezi toti pasii si sa nu fii lene sa ridici masina de slefuit.Pentru cei care s-au săturat să ridice o râșniță după fiecare electrod.
Asigurați-vă că, după terminarea electrodului, metalul nu se umflă cu un balon,
dacă se întâmplă acest lucru, atunci trebuie să părăsiți în mod corespunzător bazinul de sudură, vorbim despre rădăcină.
Apăsați fereastra tehnologică cu un electrod (înfipt în gol), mutați-vă înapoi, la stânga pe teșit
(neapărat un arc scurt). Mutați 4-5 mm în jos, apoi mutați o semilună prin partea de jos spre dreapta
teşire şi ieşire. Un arc scurt este o necesitate. Ideea este că lăsați rădăcina să se răcească
(cristaliza), fără a înceta să-l protejeze de influența mediului extern.
Dacă timpul nu apare, faci totul corect, nu lăsa metalul să se răcească cât mai mult posibil
schimba rapid electrodul si mergi mai departe. Nu-l lăsați să se răcească, astfel încât tranziția să nu fie vizibilă.
de la electrod la electrod
Lemnul dulce este una dintre plantele utilizate pe scară largă în tratamentul inflamației tractului respirator superior. Una dintre caracteristicile rădăcinii sale este capacitatea de a lichefia și elimina flegma. Infuzia poate fi achiziționată gata făcută de la farmacie sau o puteți pregăti singur. Cum să prepari lemn dulce acasă? Care sunt retetele? Veți afla despre acest lucru din articolul nostru.
Cum să preparați corect lemnul dulce
Cum să prepari rădăcină de lemn dulce
Pentru a obține o infuzie medicinală, trebuie să respectați regulile de preparare a plantei.
Vei avea nevoie:
- rizom de lemn dulce zdrobit (30 g);
- apă fierbinte (300 ml).
Există mai multe moduri aici.
Puneți rădăcina de lemn dulce într-o cratiță și turnați 200 ml apă clocotită. Se încălzește compoziția folosind o baie de apă timp de aproximativ 15 minute. Lăsați apoi bulionul să se răcească complet. După ce lichidul ajunge la temperatura camerei, acesta trebuie filtrat, îndepărtând complet particulele de rizom umflat. Aduceți volumul rezultat la volumul inițial (200 ml) turnând cantitatea necesară de apă fiartă răcită în bulion.
Puteți pregăti decoctul într-un mod mai puțin intensiv în muncă. Puneți 30 de grame de rizomi de lemn dulce zdrobiți într-un termos și turnați apă clocotită (200 ml). Lasă-l să stea aproximativ o jumătate de oră, scuturând din când în când conținutul termosului. Apoi treceți bulionul prin mai multe straturi de tifon sau printr-o sită pentru a îndepărta toate particulele de rădăcină. Completați din nou în termos. Luați o treime dintr-un pahar cu o jumătate de oră înainte de fiecare masă principală.
Avantajul acestei opțiuni este temperatura constantă a infuziei: băutura rămâne întotdeauna caldă și nu este nevoie să o încălziți înainte de utilizare. În plus, capacul închis al termosului previne evaporarea decoctului, datorită căruia reține un număr mai mare de componente utile.
Lemnul dulce poate fi preparat și în combinație cu alte ierburi medicinale. Va avea nevoie:
- rizom de lemn dulce (30 g);
- măceșe (30 g);
- fructe de pădure roșii (30 g);
- rizom de celandine zdrobit (10 g);
- rădăcină de radiola rosea (10 g).
Trebuie să amestecați cantitățile de ingrediente indicate în rețetă. Pune două linguri de amestec într-un termos și toarnă 0,5 litri de apă clocotită. Se lasa 3 ore.
Luați perfuzia filtrată o treime dintr-un pahar de trei ori pe zi. În primul rând, trebuie să dizolvați o linguriță de miere în lichid. Durata tratamentului este de 3-4 săptămâni. Pe lângă eliminarea tusei, există o creștere a apărării imune.
- La alegerețelină, ar trebui să acordați atenție culorii și structurii masei verzi. Țelina proaspătă are tulpini de culoare verde deschis, strălucitoare. Tulpinile de culoare mai închisă au un gust mai aspru, dar conțin mai multă vitamina A. Ar trebui să fii deosebit de atent la țelina gălbuie, cu aspect moale, cu vene de culoare închisă. Este mai bine să refuzați o astfel de plantă, deoarece procesul de degradare a început deja în ea.Tulpini de telina bogat vitamina A (vedere și imunitate sănătoasă), vitamina B (funcția sistemului nervos și metabolismul energetic la nivel celular), potasiu (funcția creierului și corectarea reacțiilor alergice), zinc (reînnoirea celulelor pielii). Sucul proaspăt de țelină are un efect general de întărire asupra organismului.
Telina des utilizareîn diverse diete. Când este consumată în mod regulat, această plantă ajută la pierderea excesului de greutate, menținând în același timp vitalitatea organismului. Este deosebit de util să adere la o dietă cu țelină pentru persoanele cu boli tiroidiene, hipertensiune arterială, alergii, răceli și, în general, pentru întărirea sistemului imunitar al organismului.
Țelină - nivel scazut de calorii plantă. 100 de grame de tulpini conțin doar 13 kilocalorii.
In septembrie-octombrie, telina este foarte ieftina din cauza sezonului, poti sa cumperi mai mult din ea si sa o prepari
Schema de analiză a compoziției fiertului:
fiert
Analiza cuvintelor după compoziție.
Compoziția cuvântului "fiert":
Vocală de legătură: absent
Postfix: absent
Morfeme - părți ale cuvântului fierte
fiertO analiză detaliată a cuvântului fiert în funcție de compoziția sa. Rădăcina cuvântului, prefixul, sufixul și sfârșitul cuvântului. Analiza morfemică a cuvântului fiert, a schemei sale și a părților cuvântului (morfeme).
- Schema morfemelor: var/en/y
- Structura cuvântului după morfeme: rădăcină/sufix/desinență
- Diagrama (construcția) cuvântului fiert după compoziție: rădăcină var + sufix en + desinență y
- Lista morfemelor din cuvântul fiert:
- var - rădăcină
- ro - sufix
- y - terminație
- Tipuri de morfeme și numărul lor în cuvântul fiert:
- prefix: absent - 0
- rădăcină: var - 1
- vocala de legatura: absent - 0
- sufix: ro - 1
- postfix: absent - 0
- final: th - 1
Morfeme totale în cuvânt: 3.
Analiza derivată a cuvântului fiert
- Cuvânt de bază: Varen;
- Afixe derivate: prefix absent, sufix ro, postfix absent;
- Formarea cuvintelor: ○ sufix;
- Metoda de educatie: derivat, deoarece este format într-un singur mod.
Vezi și în alte dicționare:
Cuvinte înrudite... acestea sunt cuvinte care au o rădăcină... aparținând unor părți diferite de vorbire și, în același timp, apropiate ca sens... Cuvinte care rimează pentru fiert
Declina cuvântul fiert conform cazurilor singular și plural.... Declinarea cuvântului fiert după caz
Analiza morfologică completă a cuvântului „fiert”: parte de vorbire, forma inițială, trăsături morfologice și forme ale cuvântului. Ramura științei limbajului în care sunt studiate cuvintele... Analiza morfologică a fiertului
Accentul din cuvântul fiert: ce silabă este accentuată și cum... Cuvântul „fiart” este corect scris ca... Accent pe cuvântul fiert
Sinonime pentru "boiled". Dicționar de sinonime online: găsiți sinonime pentru cuvântul „fiert”. Cuvinte sinonime, cuvinte similare și expresii apropiate ca înțeles în... Sinonime pentru boiled
Anagrame (faceți o anagramă) pentru cuvântul fiert, prin amestecarea literelor.... Anagrame pentru cuvântul fiert
Faceți un cuvânt din litere într-o anagramă. Ai introdus literele „fierte”, din ele poți face următoarele cuvinte din... Faceți fierte cuvinte din literele date
Analiza morfemică a cuvântului fiert
Analiza morfemică a unui cuvânt este de obicei numită analiza unui cuvânt prin compoziție - aceasta este căutarea și analiza morfemelor (părți ale unui cuvânt) incluse într-un cuvânt dat.
Analiza morfemică a cuvântului fiert este foarte simplă. Pentru a face acest lucru, este suficient să urmați toate regulile și ordinea analizei.
Să facem corect analizarea morfemică și, pentru a face acest lucru, vom parcurge doar 5 pași:
- determinarea părții de vorbire a unui cuvânt este primul pas;
- în al doilea rând - evidenţiem desinenţa: pentru cuvintele mutabile conjugăm sau declinăm, pentru cuvintele neschimbabile (gerunzii, adverbe, unele substantive şi adjective, părţi auxiliare de vorbire) - nu există desinenţe;
- În continuare căutăm baza. Aceasta este cea mai ușoară parte, deoarece pentru a defini tulpina trebuie doar să tăiați finalul. Aceasta va sta la baza cuvântului;
- Următorul pas este să căutați rădăcina cuvântului. Selectăm cuvinte înrudite pentru fiert (se mai numesc și cognate), atunci rădăcina cuvântului va fi evidentă;
- Găsim morfemele rămase selectând alte cuvinte care se formează în același mod.
După cum puteți vedea, analiza morfemică Este ușor de făcut. Acum să decidem asupra morfemelor de bază ale cuvântului și să-l analizăm.
*Analiza morfemică a unui cuvânt (analiza unui cuvânt după compunere) - căutare rădăcină , console , sufix , absolvireȘi elementele de bază ale cuvintelor Analiza cuvântului în funcție de compoziția sa de pe site se realizează conform dicționarului de analiză morfemică.Cum să obțineți un sudor NAKS? O zi este alocată pentru certificare. Dacă susțineți examenul nu la o întreprindere, ci la o fabrică sau institut, atunci veniți dimineața și începeți să vă pregătiți. După preparare, vi se dau două bucăți de țeavă (coil) și le gătiți la lumină. De asemenea, trebuie să pregătiți marginile - teșirea până la 45 de grade, îmbinarea țevilor (pentru aceasta trebuie să existe o clemă specială în cabină), lipirea lor.
Este mai bine să veniți pregătit pentru certificare, cu propriile instrumente și consumabile. Ar fi frumos sa cumperi o geanta in care totul poate fi ambalat compact si transportat fara probleme. Trebuie să iei cu tine:
2-3 kilograme de electrozi LB 52U Kobelco cu diametrul de 2,6, deoarece sunt certificati. La fața locului, cel mai probabil, vi se vor oferi electrozi, dar este puțin probabil ca aceștia să fie LB, probabil că vă vor oferi Merov’s (MP-3), care nu poate fi folosit pentru a suda o cusătură, sau SSSI. Acestea. Este mai bine să vii cu electrozii tăi și să le rogi să-i bage la cuptor în timp ce te antrenezi;
pentru centrarea pieselor astfel încât acestea să nu se miște;
;
. Discuri de șlefuit, roți de tăiat, perie metalică. Conducta trebuie curatata la un luciu metalic din interior si exterior la o distanta de 30 mm de marginile de sudat.
o perie de sârmă obișnuită.
A mea. Suportul care vi se va furniza la fața locului poate fi slăbit și nu poate ține electrodul.
(este cel mai important). Este mai bine să cumpărați un Cameleon ieftin. Îl puteți cumpăra o singură dată pentru a trece examenul.
Citiți articolul de pe site: |
Conducte de sudare pentru certificare NAKS sub (ultrasunete sau raze X)
Munca pregatitoare
Ca semifabricate, luați două bucăți de țeavă de oțel cu un diametru de 133 mm și o grosime a peretelui de 4 mm, tăiate uniform (acest lucru se poate face cel mai eficient pe un ferăstrău de onglet). Asigurați-vă că tăietura este absolut uniformă. Dacă este ușor strâmbă, atunci veți întâmpina dificultăți destul de grave în timpul procesului de sudare. Apoi, trebuie să îndepărtați teșirea cu o râșniță și să curățați marginile. Teșirea este îndepărtată în conformitate cu GOST 16037-80 „Îmbinari sudate” la un anumit unghi. Unghiul fiecărei țevi trebuie să fie de 25-30 de grade.

După care. După ce teșirea a fost îndepărtată, este necesar să curățați bavurile, astfel încât acestea să nu interfereze cu formarea corectă a rădăcinii cusăturii. Acest lucru se face cu un fișier. După ce ați îndepărtat teșirea și bavurile din interior, trebuie să faceți marginile tocite, deoarece un unghi prea ascuțit se va topi rapid în timpul procesului de sudare. Conform GOST, tocirea se realizează până la 2 mm.
Asamblare
Acest pas este foarte important, efectuați-l cu mare atenție. Succesul îmbinării sudate va depinde în întregime de asamblarea corectă.
Conform regulilor, este necesar să andocați țeava și să o apucați. Acest lucru trebuie făcut astfel încât să existe un spațiu adecvat pentru penetrarea completă și să nu existe deplasare. De asemenea, aș dori să remarc că țevile vin cu excentricitate (nu tocmai rotundă). Chiar și într-o organizație atât de serioasă precum NAKS, țevile pot fi distribuite ovale, ceea ce va afecta în cele din urmă deplasarea. Conform regulilor, este permis 1 mm, dar totuși acest lucru este mult și este posibil să nu existe fuziune la rădăcina cusăturii din cauza deplasării și elipticității țevilor.
Pentru a îmbina țevi, luați un colț sau un canal plat, pe care sunt așezate și este stabilit un spațiu, care poate fi de aproximativ 2 până la 3 mm. Acest lucru este asigurat de obicei de diametrul electrodului, care este pur și simplu introdus în îmbinarea dintre două țevi. Dacă sudați cu un electrod de 2,5 mm. atunci, în consecință, decalajul va fi același.
Notă. Pasajul rădăcinii țevilor de orice diametru (dacă nu este o dimensiune destul de mare) este sudat doar cu un electrod de 2,5 mm. Dacă încercați să preparați rădăcina în trei, atunci nu va ieși nimic bun din ea.
Următorul punct pe care aș dori să-l notez. Când treceți certificarea NAKS, vi se pot furniza țevi de până la 10 mm grosime pentru a complica sarcina. Cu astfel de grosimi este necesar să se mărească decalajul la 3 mm. De asemenea, este necesar să se ia în considerare și să se facă o eroare în ceea ce privește faptul că, la lipire, țeava poate fi trasă împreună la locul de aderență de solicitările din metal. Măriți decalajul cu câteva zecimi de milimetru, astfel încât să nu existe dificultăți în viitor.
Pentru o andocare mai fiabilă, puteți folosi și magneți. Ele pot fi fixate pe ambele părți.
Suprafața tacurilor
Pentru a suda o țeavă cu diametrul de 133 mm și grosimea peretelui de 4, veți avea nevoie de un curent aproximativ de 50A, care poate fi reglat în timpul funcționării. Tachiul se așează mai întâi pe o parte a țevii, apoi, respectiv, pe partea opusă. Dacă este necesar, se reglează distanța dintre țevi. Al treilea tack este plasat la 90 de grade față de primul, iar al patrulea opus celui de-al treilea.

Prelucrare tack
După instalarea chinelor, trebuie să le curățați bine. La începutul și la sfârșitul acestora este necesar să se facă tăieturi pentru a elimina eventualele defecte (lipsa de fuziune și pori).

Sudarea rădăcinilor
Pentru a îndeplini eficient această sarcină, este suficient să învățați cum să faceți o singură mișcare oscilativă „înainte și înapoi” cu o schimbare treptată de la o viziune la alta. Viteza de sudare depinde de situație. Puteți aprinde electrodul pe un suport de oală, folosind un arc lung; rădăcina în sine este gătită cu un arc scurt. Gătim într-un unghi înapoi, electrodul poate fi ținut într-un unghi de la drept la ascuțit. Dacă tăiați țeava în jumătate, șiragul de pe verso ar trebui să arate ca cel din imagine după finalizarea operației.

Este convenabil să gătiți prin agățarea țevii pe dispozitiv în poziția „jumătate de tavan”. Când vă apropiați de următorul tack, este indicat să îl piliți astfel încât să existe o fuziune bună la joncțiunea rolelor. Dacă este posibil, procesul ar trebui să aibă loc fără a rupe electrodul. Dacă apare separarea, atunci puteți adăuga puțin curent în acest moment pentru a asigura pătrunderea. Curentul este reglat în funcție de situație pentru a asigura o penetrare suficientă și pentru a evita arderea prin metal. Când sudați în poziție verticală, puteți menține întotdeauna curentul la minim; când ajungeți în poziția inferioară, trebuie să aveți în vedere că este mai ușor ca metalul lichid să cadă în interiorul țevii - aveți grijă să nu supraîncălziți și oțelul mult in acest moment.

Cusătură de față
Înainte de a continua cu trecerea de fațare, trebuie să dezlipiți rădăcina cusăturii până la metalul gol (îndepărtați tuberculii, zgura, decupările). Se face un mic canal.
Este convenabil să sudați cusătura de față în poziția tavanului prin mișcarea electrodului în spirală.
Pasajul vertical este o „semilună”.
Când sudați fără rupere, încercați să găsiți cea mai confortabilă poziție pentru corpul și brațele dvs. și asigurați-vă că firul pistoletului este suficient de lung pentru a efectua toate manipulările necesare.
Când înlăturați zgura, este indicat să vă acoperiți ochii și fața cu mâna.
La sudarea celui de-al doilea șirag, trebuie să faceți o tăietură.
Controlul nodului
Marginile cusăturii sunt curățate la o distanță de aproximativ 50 mm (stropi, căderi etc.)
Controlul în sine începe cu o inspecție vizuală a calității cusăturii din față. Cu toate acestea, de obicei, nu apar întrebări pentru el, ceea ce nu poate fi spus despre trecerea rădăcină.
Dacă conducta a trecut o inspecție vizuală, numai atunci este permisă examinarea prin metode nedistructive (ultrasunete, raze X).
Cerințe de trecere facială:
Inaltime rola 0,5 – 2 mm
Lățimea cilindrului trebuie să fie egală cu grosimea țevii înmulțită cu 2. Dacă grosimea țevii este de 4 mm, atunci lățimea cilindrului ar trebui să fie de 8-10 mm.
Cusătura este netedă, dreaptă, aranjamentul solzilor este dens.
Root Pass:
Înălțimea rolei de retur este de 0,5-1 mm.
Lipsa fuziunii și lipsa pătrunderii nu sunt permise.
Sudarea in pozitia tavanului
Sudarea are loc în mai multe etape, prima dintre acestea fiind sudarea rădăcinii sudurii.
Rădăcina cusăturii
Utilizați un electrod cu un diametru de 3 mm și un amperaj de minim sau mediu.
În funcție de condiții, sudarea poate fi efectuată în mai multe moduri:
- Dacă eșantionarea și sudarea din spate este posibilă, atunci în timpul sudării ar trebui să acordați atenție formării unei sferă pe partea inferioară. Nu ar trebui să existe depășiri sau decupări.
 ).
).
Plafoane din plastic: caracteristici de instalare" href="http://potolokspec.ru/widy/iz-panelej/plastikovye-potolki-787″>
 Placa de tavan Baikal).
Placa de tavan Baikal).
Placă de tavan Baikal: avantaje și comparație de la profesioniști" href=»http://potolokspec.ru/widy/iz-plitki/potolochnaya-plita-bajkal-224″>Placă de tavan Baikal
Accentul principal al acestui tip de sudare ar trebui să fie pe marginea din spate. Dacă este posibil, potriviți viteza de sudare cu cordonul inferior pentru a evita umflarea excesivă. Dacă, la urma urmei, rola interioară se dovedește a fi prea proeminentă, atunci este necesară eșantionarea la metalul gol.
Umplerea tăieturii
 attachment_13097" align="aligncenter" width="450"] finalizarea tăierii
attachment_13097" align="aligncenter" width="450"] finalizarea tăierii
Sudarea granulelor 2 și 3 are loc cu un electrod de 3 mm. la curent mediu-maxim, sau 4 mm. in medie. Alegerea depinde de lățimea primului rolă. Pentru a evita formarea unei umflături, ar trebui să zăboviți la margini, apoi să mutați ușor arcul de-a lungul marginii și să vă deplasați de-a lungul scării până la cealaltă margine.
Dacă trebuie să schimbați forma cordonului de sudură, schimbați viteza, înclinați electrodul într-un unghi diferit sau măriți dimensiunea pasului.
Sfat! Nu faceți rolele prea largi; acestea vor cauza pete și picurare.
Straturile 4 și 5 depind de lățimea rolelor anterioare - lățime completă, sau 2 role. Următoarele straturi sunt realizate sub formă de suprafață fără mișcări oscilatorii. Când vă apropiați de margine, trebuie să lăsați o distanță de diametrul electrodului acoperit între penultima rolă și margine.
,"en":["dUFCQu9OBBQ","cGoybWZjSis","pXDuDCLxkU4","XEdrAxZFM74","6trSS_3Mwew","6trSS_3Mwew","6trSS_3Mwew"],"de":["dQV7j2j2J8nY","dQV7j2J8nY","sld_j2J8nY","sld_j2J8nY", ","yGpxrEdsWiY","hNvNS-QNZHI","ynW-KSk-8EU","QFpJx4OZkEw","dQV7j2J8nYg","O1UNuz1qZ3g","NSz4xFC9l7k","odypbIf8b1s"],"es":["P3atzvy" "W257s40VzXk","B9a-i2eZUv8","wCrSV561g4A","W257s40VzXk","bQESOJe0PAo","gA2ZmuTujHY","KJl9xgo2WHs","bQESOJe0PAo","W257s40VzXk","4"I"FQXk","FZ"FQXk","4"I"FQXk:"] k36p4agacBk ","2ENrAu4dA0o","1TLO4VImiZI","DmkptaoSBAg","jG211otCuhs","QBWDKtDx2mE","3RzM9gyh2yI","Ob5w1x0lmS0"],"it":["DT210"],":["DT2":["DT20"]":["DT2"]":["DT2"]":["DT2"] [ "nLZYcBBgi7E","S7S-bGxY9iQ"],"pl":["4ZuE655M0to"],"ro":,"el":["OemjjF94uu0"])
-
 Milano Metropolitan: harta, prețurile biletelor și sfaturi utile Cât costă biletele?
Milano Metropolitan: harta, prețurile biletelor și sfaturi utile Cât costă biletele?
-
 Învățați să citiți diagramele Jeppesen - Tutorial Instalarea suplimentelor care vor îmbunătăți semnificativ grafica și realismul simulatorului
Învățați să citiți diagramele Jeppesen - Tutorial Instalarea suplimentelor care vor îmbunătăți semnificativ grafica și realismul simulatorului
-
 Când și în ce cazuri ar trebui un antreprenor individual să depună o declarație zero?
Când și în ce cazuri ar trebui un antreprenor individual să depună o declarație zero?
-
 Ce este un epitet și cum să-l găsești?
Ce este un epitet și cum să-l găsești?









